電話:0572-6011111/13905825306(查總)
0572-6290688/18268225666(蔣總)
0572-6290699/18757228977(查經理)
傳真:0572-6290622
郵 箱(xiāng):cnzhnh@126.com
網 址:www.mingrenge.cn
地(dì) 址:浙江省長興縣林城鎮午山崗村
耐磨陶瓷塗料施工方(fāng)法及保養
水泥廠可以根據不同設備或零件的工作溫度(dù)選擇(zé)不同(tóng)類(lèi)型的耐磨陶瓷塗料。 有關詳細信息,請參閱製造商提供的(de)使用說明書。
根據不同的磨(mó)損介質和衝刷速度,風管,彎頭和旋風分離器的結構厚度通常為20mm,並且局部磨損嚴重的部件(如進料錐和粉塵分離(lí)器的斜槽)可以增加 。 施工厚度為30mm或40mm。
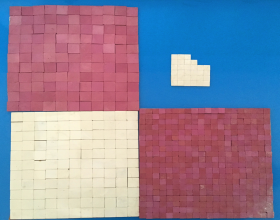
在建(jiàn)築厚度為20mm的情況下,除(chú)油,去(qù)除油漆等(děng)後(hòu),將鋼網直接焊接在(zài)設備母板上。 通常,采用花網焊接,焊接點之間的距(jù)離為(wéi)200mm〜300mm。 隻需將耐磨陶(táo)瓷幹(gàn)粉,水和鋼纖維混合即可。 由於陶瓷塗層在(zài)室溫下固化非常快,因此每次攪拌後應(yīng)盡快(kuài)完成施工。 根據現場溫度的不同,施工時間通常為30分鍾至60分鍾(zhōng)。 剩餘的混合物開始(shǐ)固化後將無法使用。
如果建築(zhù)厚度大於20mm,則必須(xū)先焊接並(bìng)隔離設備母板上的鋼(gāng)筋。 當建築(zhù)厚度為30mm時,使用6mm的(de)鋼筋。 當建築(zhù)厚度為40mm時,使用8mm-10mm的鋼筋(jīn); 然後將鋼筋網焊接到鋼筋上,攪拌和噴漆(qī)步驟與建築厚度為20mm時相同。
如果在高溫條件下(xià)使用,例如三通氣(qì)閥,則首先在閥體上安裝耐火澆注料,其厚(hòu)度取決於主板使用的材料和允許的熱損失。 然後,將鋼網焊接在耐火澆注料的表麵上,以塗覆耐磨陶瓷塗層。
定向纖維的(de)使用(yòng)增強了耐磨陶(táo)瓷(cí)塗層的韌(rèn)性(xìng)並使其抗變形。 因(yīn)此(cǐ),無論是(shì)在現場安(ān)裝的設備上建造還是在車間中建造(zào)後吊裝,都(dōu)不會影響它。 實力與使用壽命。
在常溫(20℃)下固化3天後,耐磨陶瓷塗料可以達到所需的強度和硬度(dù),並可以投入使用。
料")
服務熱線:
查總 蔣總
座機: 0572-6011111 座機:0572-6290688
手機:13905825306 手(shǒu)機:18268225666
查經理
座機:0572-6290699
手(shǒu)機:18757228977
地址:浙江省長興縣林城鎮午山(shān)崗村 E-MAIL :cnzhnh@126.com
料廠家,輕質(zhì)保溫澆注(zhù)料")